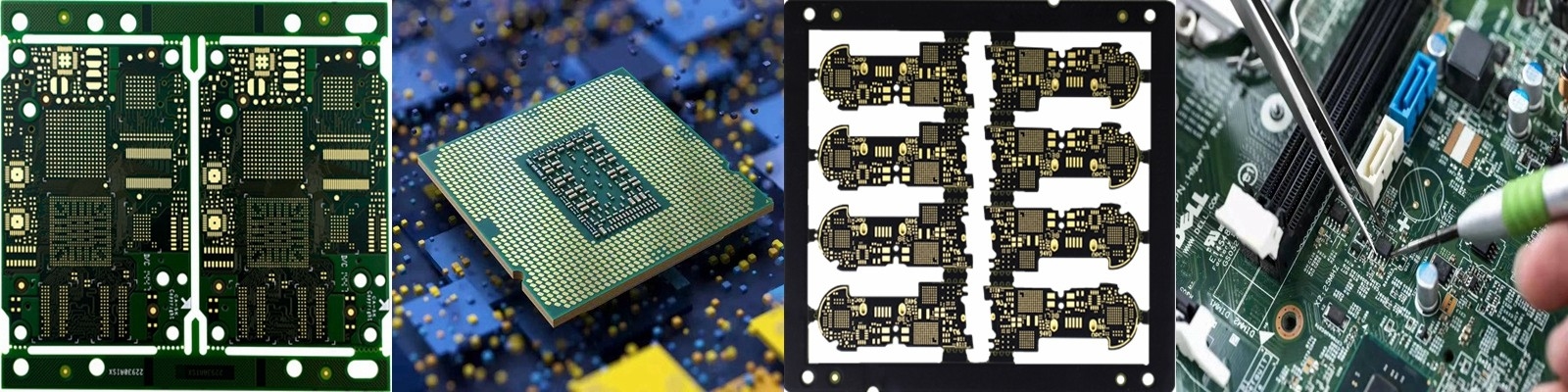
10 couches électronique OIN 14001 de carte qualifiée utilisé dans le matériel médical
Caractéristiques principales :
1 10 couches ont adapté la carte aux besoins du client électronique manufacturered basé sur les dossiers du gerber du client.
2 utilisé dans l'électronique grand public
Le matériel 3 est FR4 S1000-2 TG170.
4 l'épaisseur de finition de conseil est 1.0MM.
5 l'épaisseur de cuivre de finition est 1/H/H/H/H/H/H/H/H/1 once.
La préparation de surface 6 est l'ENIG 2U'.
Perçage 7 : L1-L2 0.1MM, L2-L3 0.1MM, L1-L10 0.2MM, L9-L10 0.1MM, perçage de laser de 18-L9 0.1MM
Le délai d'exécution 8 est environ 20 jours ouvrables.
Fiche technique matérielle :
| S1000-2 |
| Articles |
Méthode |
Condition |
Unité |
Valeur typique |
| Tg |
IPC-TM-650 2.4.25 |
DSC |
℃ |
180 |
| IPC-TM-650 2.4.24.4 |
DMA |
℃ |
185 |
| Le TD |
IPC-TM-650 2.4.24.6 |
perte de poids de 5% |
℃ |
345 |
| CTE (axe des z) |
IPC-TM-650 2.4.24 |
Avant Tg |
ppm/℃ |
45 |
| Après Tg |
ppm/℃ |
220 |
| 50-260℃ |
% |
2,8 |
| T260 |
IPC-TM-650 2.4.24.1 |
TMA |
minute |
60 |
| T288 |
IPC-TM-650 2.4.24.1 |
TMA |
minute |
20 |
| T300 |
IPC-TM-650 2.4.24.1 |
TMA |
minute |
5 |
| Contrainte thermique |
IPC-TM-650 2.4.13.1 |
288℃, immersion de soudure |
-- |
100S aucun décollement |
| Résistivité volumique |
IPC-TM-650 2.5.17.1 |
Après résistance d'humidité |
MΩ.cm |
2,2 x 108 |
| E-24/125 |
MΩ.cm |
4,5 x 106 |
| Résistivité extérieure |
IPC-TM-650 2.5.17.1 |
Après résistance d'humidité |
MΩ |
7,9 x 107 |
| E-24/125 |
MΩ |
1,7 x 106 |
| Résistance d'arc |
IPC-TM-650 2.5.1 |
D-48/50+D-4/23 |
s |
100 |
| Panne diélectrique |
IPC-TM-650 2.5.6 |
D-48/50+D-4/23 |
kilovolt |
63 |
| Constante de dissipation (DK) |
IPC-TM-650 2.5.5.9 |
1MHz |
-- |
4,8 |
| Le CEI 61189-2-721 |
10GHz |
-- |
— |
| Facteur de dissipation (DF) |
IPC-TM-650 2.5.5.9 |
1MHz |
-- |
0,013 |
| Le CEI 61189-2-721 |
10GHz |
-- |
— |
| Résistance au pelage (1Oz l'aluminium de cuivre) |
IPC-TM-650 2.4.8 |
|
N/mm |
— |
| Après la contrainte thermique 288℃, 10s |
N/mm |
1,38 |
| 125℃ |
N/mm |
1,07 |
| Résistance à la flexion |
LW |
IPC-TM-650 2.4.4 |
|
MPA |
562 |
| Onde entretenue |
IPC-TM-650 2.4.4 |
|
MPA |
518 |
| Absorption d'eau |
IPC-TM-650 2.6.2.1 |
E-1/105+D-24/23 |
% |
0,1 |
| CTI |
IEC60112 |
|
Estimation |
PLC 3 |
| Inflammabilité |
UL94 |
C-48/23/50 |
Estimation |
V-0 |
| E-24/125 |
Estimation |
V-0 |
FQA :
Q1 : Quelle est pâte sans halogène de soudure ?
A1 : La pâte sans halogène de soudure car le nom suggère est une pâte de soudure qui ne contient pas l'halogène. Fondamentalement, les halogènes en pâte de soudure se rapportent au chlore et au brome. Le chlore, est trouvé dans des cartes, et est principalement sous forme de matériaux résiduels laissés plus de la production des résines époxydes non-bromées utilisées pour l'assemblage de conseil. Le brome dans l'électronique est habituellement ajouté aux matières organiques telles qu'un ignifuge connu sous le nom de retardements bromés de flamme (FB). En bromure de pâtes de soudure jouez également un rôle significatif comme activateurs. Les activateurs sont les produits chimiques qui sont ajoutés pour souder des flux pour éliminer des oxydes des surfaces métalliques, et ainsi permettez-leur de se joindre ensemble pour former un lien métallurgique fort.
Sur de dernières années l'industrie électronique avait entrepris une démarche de devenir « sans halogène » car c'est plus favorable à l'environnement. Selon les normes de JPCA-ES-01-2003, de CEI 614249-2-21 et d'IPC 4101B fixées par des corps d'industrie la limite pour le contenu d'halogène d'assemblée est de 900 pages par minute pour, le chlore et le brome. Les organes standards du CEI et d'IPC ont fixé la limite pour que le total, la quantité combinée de chlore et le brome soit moins de 1500 pages par minute.
Les halogènes influencent considérablement les propriétés de mouillure de la pâte de soudure. Les halogènes en pâtes de soudure permettent la désoxydation de soudure et de protection de soudure, qui amplifient à leur tour les propriétés de mouillure de la pâte de soudure améliorant de ce fait ses propriétés de fonte. Par conséquent, ils exercent un effet positif sur la vie de pochoir, la stabilité thermique, la processus-fenêtre de ré-écoulement, aussi bien que la longévité. L'abandon des halogènes exerce un effet direct sur le processus de soudure et d'autres processus suivants tels que le nettoyage d'assemblée. Il peut toujours y avoir des possibilités des joints mal mouillés de soudure tout en employant les pâtes sans halogène de soudure. En outre, l'élimination des halogènes comme les activateurs peuvent avoir comme conséquence des joints de tête-dans-oreiller dus à comportement de fonte pauvre/contradictoire.
Ainsi, en dépit d'être une part essentielle de monde de carte PCB, pourquoi les halogènes sont-ils concernés ?
Là sont connus et des risques suspectés sont associés aux halogènes dans l'électronique. Puisque de divers halogènes contenus en pâtes de soudure, sont considérés comme néfastes à la santé et à l'environnement, la PORTÉE et le RoHS ont interdit l'utilisation des halogènes. La principale préoccupation ici est avec la disposition des produits contenant des halogènes, en particulier par l'incinération comme méthode de récupération. Des limites pour des halogènes ou des halogénures sont fixées par un certain nombre de normes industrielles.
Les remplacements primaires pour FB (retardements bromés de flamme) sont les matériaux basés sur phosphoreux. De tels constituants sont en général plus hydrophiles, par conséquent, un matériel plus sans halogène est exigé pour réaliser le même niveau de la résistance d'inflammabilité. Cependant, les répercussions d'employer ces matériaux incluent une durée de conservation plus courte, une plus grande rigidité de carte PCB, et un coefficient inférieur de dilatation thermique (CTE). D'autre part, les pâtes sans halogène ont souvent une plus grande stabilité thermique que les substrats FR-4 traditionnels.
les flux sans halogénure sont classiquement moins en activité que les pâtes halogénées. Et comme résultat, bon nombre d'entre eux ne mouillent pas aussi bien et exercent un plus grand effet négatif sur la qualité commune. Dans le monde des pâtes et des flux de soudure, nous employons typiquement le terme « sans halogénure ». Ainsi, si sans halogène et sans halogénure soyez synonyme et sinon, puis ce qui est la différence entre un halogène et un halogénure.
Est-ce que sans halogène et sans halogénure les mêmes sont ? Quelle est la différence entre les halogènes et les halogénures ?
L'halogène de terme se rapporte à n'importe quel élément dans le groupe 17 de la table périodique, qui inclut des éléments comme le Cl, le Br, la Floride (fluor), je (iode), et à (astate). Par conséquent, sans halogène ne signifie techniquement « aucun F, Cl, le Br, I, ou à. Un halogénure d'autre part est un composé chimique qui contient un halogène. Par exemple, le sel de table (NaCl) est un halogénure. J-STD 004 classe le contenu haloïde des pâtes de soudure et ainsi le potentiel par catégorie de corrosion des résidus de flux après la soudure. Les catégories utilisées en dénotant le contenu haloïde sont L (le bas), M (milieu), et H (haut). En plus, 0 et 1 sont assignés pour le contenu haloïde (0 = sans halogénure ou en-dessous du contenu haloïde de fraction de masse de 0.05 %, 1 = contient des halogénures).
Selon J-STD-004 un flux peut être caractérisé en tant que sans halogénure s'il contient moins qu'une fraction 0.05 % de masse des composés halogénés ioniques. Le même flux pourrait contenir quelques autres composés halogénés tels que les acides organiques avec du chlore et/ou le brome comme activateurs. Par conséquent, il n'est pas nécessairement sans halogène selon le CEI 61249-2-21. Par conséquent, dans ce contexte, sans halogénure n'est pas synonyme de sans halogène.
 Votre message doit contenir entre 20 et 3 000 caractères!
Votre message doit contenir entre 20 et 3 000 caractères!